Ceramic Injection Molding Binder

Small Precision Tools Ceramic Injection Molding

Process Pti
Ceramic Injection Molding Ceramic Parts
Ceramic Injection Molding Cim China Metal Parts Manufacturer
Powder Injection Moulding Of Metals Ceramics And Metal Matrix Composites

Ceramic Injection Moulding An Overview Sciencedirect Topics
Cim is also a good option when you need to replace plastic and.
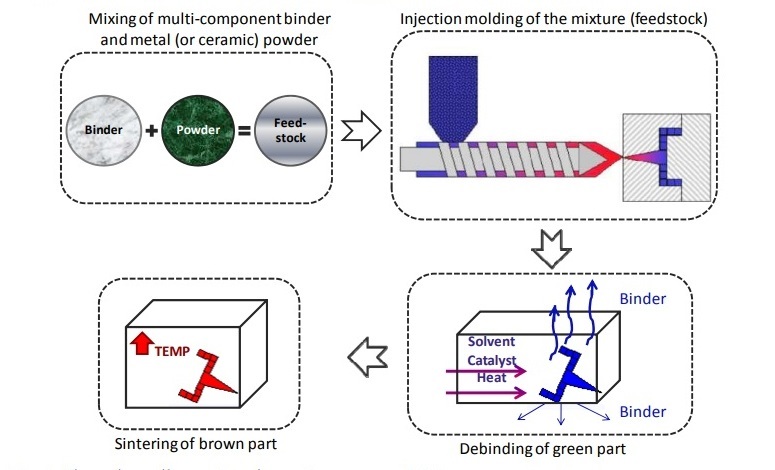
Ceramic injection molding binder. This mixture is then. Ceramic powders are added to plastic as filler. Powder injection molding of metal and ceramic parts 67 the starting material for pim usually termed feedstock is a homogeneous pelletized mixture of metal or ceramic powder and an organic multi component binder. Ceramic injection molding zdravko stanimirovi þ and ivanka stanimirovi þ.
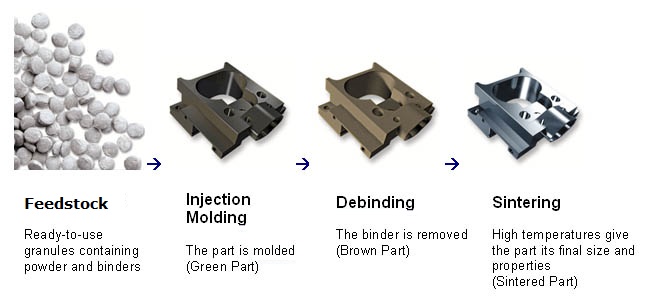
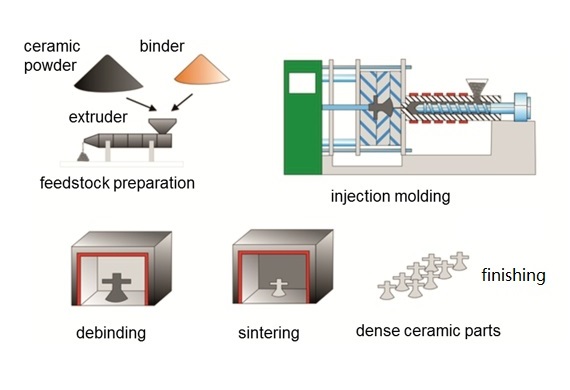
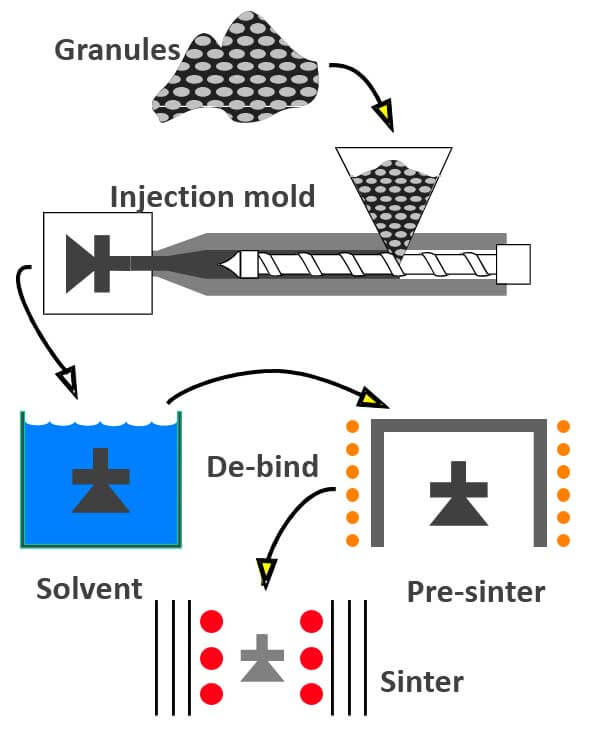
Has optimum ceramic binder content and still maintains sufficien t fluidity rak 1999. Using sophisticated mixing technology the powders are compounded with thermoplastic binders to produce a homogeneous pelletised feedstock. The cim process is a near net shape processing technique that facilitates the low cost manufacture of ceramic components with complex shapes the cim process involves several stages namely mixing injection molding debinding and sintering. The binder is used for the artificial plasticisation of the ceramic powders and for the formation of the desired shape through injection molding.
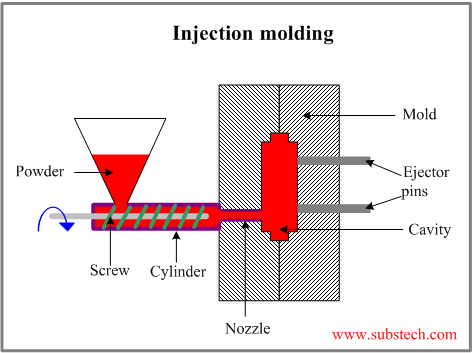
The cim process gives production engineers and product designers more versatility in the use of ceramics as an alternative material with higher productivity lower manufacturing cost s and improved product performance. The feedstock is molded using injection moldin g equipment similar to that used for polymer injection molding. Stage 4 5. Ceramic injection molding is an innovative new process at indo mim under a six sigma controlled environment.
Consideration for binder selection includes the flow characteristics for injection molding the ease of binder removal and binder powder interaction. The ceramic injection molding process begins with very fine ceramic powders. Injection molding involves concurrent heating and pressurization of the. Ceramic injection molding cim is a combination of powder technology and injection molding.
Binder removal is the most crucial step. But if the part requires more operations in order to meet dimension and finish specifications it then progresses to the. The binder is the most important part of the entire process and has to fulfil several tasks. Be able to incorporate a high volume of fine metal or ceramic powders typically 60 by volume.
The rotating screw of the injection molding machine shears and compacts the molten ceramic binder matrix further liquefying it the injection molding machine injects the metal binder matrix at high pressure into injection mold tooling part is cooled and ejected molded cim parts now in their green state are de bound where 80 of the binder is. Evaporation or distillation ii. This procedure removes the last amount of binder leaving only a dense ceramic part. The most difficult challenge in the early days of metal injection molding technology was to find suitable binder compositions.
Major Steps Of The Ceramic Injection Molding Process Combined With The Download Scientific Diagram

Ceramic Injection Molding Cim Fine Mim Parts

Binder Removal Via A Two Stage Debinding Process For Ceramic Injection Molding Parts Sciencedirect

Ceramic Injection Molding Cim Parts China Ceramic Parts
Powder Injection Molding Of Metal And Ceramic Parts Fine Mim Parts
Ceramic Injection Molding Capability Process Material Solutions
Http Cdn Intechopen Com Pdfs 33648 Intech Ceramic Injection Molding Pdf

Flow Chart Illustrating The Main Stages Of Pim Download Scientific Diagram
An Overview Of The Metal Injection Moulding Process

Schematic Description Of Injection Molding Process 1 Hot Download Scientific Diagram
Metal Injection Molding Substech

Ceramic Injection Molding Micro

Global Metal Injection Molding Binder Market 2020 Swot Study Sales Analysis Technological Innovations And Competitive Landscape To 2026 The Daily Chronicle

